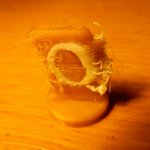
Ohje, das sieht ja schlimm aus.
Mit einem Slicer-Programm wird aus einer STL-Datei der G-Code erzeugt. ASlso Simplify, Cura, Slic3r oder eben Hersteller-eigene Lösungen.
Mit dem Doppeldruck ist ganz einfach, das Modell im Slicer duplizieren und die Teile entsprechend verschieben. Das können alle Slicer. Denke ich mal. Ansonsten 2 x importieren geht ja auch, oder 2 verschiedene Modelle in etwa gleicher Höhe.
Zweck der Übung ist, mit etwas Glück erkennen zu können, an was die Misere liegen könnte. Nach dem Bild zieht sich eine Biegung über die ganze Frontlinie. Wenn dem so ist, dann liegt eine nicht richtige Einstellung der Motorschritte nahe.
Und um das besser beurteilen zu können, drehe bitte auch 1 Exemplar der Modelle um 90°, damit es "Quer" gedruckt wird. Wenn die Biegung in der Querrichtung auch vorkommt, ist die Sache ziemlich klar. Kalibrierung ist das Stichwort.
An die Korrektur der sonstigen Druckeinstellungen gehst Du bitte später, das spielt zunächst keine Rolle, erst mal die "Verschiebung" in den Griff bekommen. Wenn Du allerdings merkst, dass die Düse im Verlauf des Druckens gegen die Oberkante des Drucks "rammelt", dann muss man da erst mal etwas korrigieren, denn das könnte die Verschiebung in der Tat auch auslösen.
")
