M
ManuelW
Foren-Einsteiger
- Dabei seit
- 23.02.2017
- Beiträge
- 13
Hallo zusammen,
ich habe einen CTC Bizer Dual Drucker und habe bisher PLA geduckt. Das ging wunderbar.
Nun versuche ich seit einigen Tagen saubere Drucke mit PETG hinzubekommen, was mir einfach nicht gelingen will.
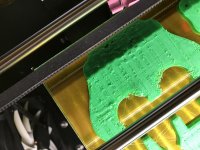
Anfangs hatte ich Probleme mit der Haftung des ersten Layers, das habe ich ganz gut hinbekommen. Jedoch werden nun
die Layer nach oben an allen Flächen (Seite, Oben) sehr unsauber gedruckt.
Ich habe versucht mit Temp von 230 - 255°C zu drucken. Mehr gibt der Drucker nicht her (Laut Makerbot zumindest).
Habt ihr einen Tipp was ich da noch machen könnte?
ich habe einen CTC Bizer Dual Drucker und habe bisher PLA geduckt. Das ging wunderbar.
Nun versuche ich seit einigen Tagen saubere Drucke mit PETG hinzubekommen, was mir einfach nicht gelingen will.
Anfangs hatte ich Probleme mit der Haftung des ersten Layers, das habe ich ganz gut hinbekommen. Jedoch werden nun
die Layer nach oben an allen Flächen (Seite, Oben) sehr unsauber gedruckt.
Ich habe versucht mit Temp von 230 - 255°C zu drucken. Mehr gibt der Drucker nicht her (Laut Makerbot zumindest).
Habt ihr einen Tipp was ich da noch machen könnte?