P
Parallel Universe
Foren-Einsteiger
- Dabei seit
- 24.11.2016
- Beiträge
- 18
Hallo zusammen,
mittlerweile habe ich meinen da Vinci 1.0 Pro in betrieb genommen und schon zwei mehr oder weniger gute Drucke gemacht.
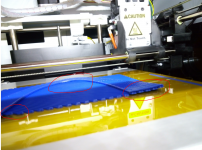
Allerdings habe ich enorme Probleme mit Warping bzw. dem Ablösen vom Druckbett (siehe Foto).
Die Druckfolien, welche beim Drucker dabei waren, sind wohl nicht optimal. Sie haben eine rauhe Oberfläche (wie Malerkrepp). Jetzt habe ich mir eine Rolle Kapton-Tape besorgt (heißt Kapqon), und darauf ist die Haftung noch schlechter, bzw. ist gar keine Haftung mehr vorhanden. Das Teil löst sich vor der Fertigstellung ab. Ich bin auch schon auf ein anderes Filament (Voltivo ExcelFil) umgestiegen, das Warping wurde aber nur minimal besser. Weder mit Rand noch mit Raft geht viel.
Hier ein paar Druckparameter:
- Material: ABS
- Extrudertemp: 220 °C
- Betttemp.: 90°C (mehr geht nicht)
- Geschwindigkeit erste Schicht: 15 mm/s
- weitere Schichten: 20 mm/s
Das Tape habe ich vor Beginn des Drucks mit Ethanol gereinigt und das Bett so lange kalibriert, bis der Drucker grünes Licht gegeben hat.
Hat irgendwer ein paar Tipps für mich? Ich weiß gerade nicht mehr so recht weiter...
Grüße
Julian
mittlerweile habe ich meinen da Vinci 1.0 Pro in betrieb genommen und schon zwei mehr oder weniger gute Drucke gemacht.
Allerdings habe ich enorme Probleme mit Warping bzw. dem Ablösen vom Druckbett (siehe Foto).
Die Druckfolien, welche beim Drucker dabei waren, sind wohl nicht optimal. Sie haben eine rauhe Oberfläche (wie Malerkrepp). Jetzt habe ich mir eine Rolle Kapton-Tape besorgt (heißt Kapqon), und darauf ist die Haftung noch schlechter, bzw. ist gar keine Haftung mehr vorhanden. Das Teil löst sich vor der Fertigstellung ab. Ich bin auch schon auf ein anderes Filament (Voltivo ExcelFil) umgestiegen, das Warping wurde aber nur minimal besser. Weder mit Rand noch mit Raft geht viel.
Hier ein paar Druckparameter:
- Material: ABS
- Extrudertemp: 220 °C
- Betttemp.: 90°C (mehr geht nicht)
- Geschwindigkeit erste Schicht: 15 mm/s
- weitere Schichten: 20 mm/s
Das Tape habe ich vor Beginn des Drucks mit Ethanol gereinigt und das Bett so lange kalibriert, bis der Drucker grünes Licht gegeben hat.
Hat irgendwer ein paar Tipps für mich? Ich weiß gerade nicht mehr so recht weiter...
Grüße
Julian